


10 September 2025
RME Advanced Technology selected for major greenfield expansion project
RME Advanced Technology has been selected for a greenfield expansion, reducing residual mill relining risk through increased automation and crew relocation—while unlocking broader commercial value through expanded equipment shareability.

The RME Advanced Technology Mill Relining System has been selected for deployment at a major greenfield expansion project in the Americas, supporting some of the world’s largest grinding mills at a long-life mine site. This collaboration marks a significant step forward in mill relining performance—helping our Customer to continuously improve safety for reline crews, optimise asset utilisation, and implement efficient solutions that enhance mill availability.
While mill relining is far safer today, conventional practices at many mine sites still require crews to enter the mill for certain tasks. These methods place personnel in confined spaces, beneath suspended heavy loads, and near mobile equipment—conditions that expose them to the risk of uncontrolled movement, struck-by incidents, and crush injuries. While these risks—some of which are classed as fatal—are carefully managed by experienced reline teams, they remain inherent to the mill environment.
At the core of this deployment is the drive to engineer the residual risks out of mill relining. The advanced system being implemented at this site automates more tasks, relocates personnel from hazardous zones, and removes the need for fatiguing manual processes. It enables relining from outside the mill—transforming how crews interact with the equipment and significantly reducing risk exposure.
“This project exemplifies what’s possible when Customer ambition meets RME innovation. We’re proud to support a long-life operation with technologies that protect crews, accelerate performance, and deliver measurable commercial outcomes.”
Building on this safety-first foundation, enhanced modularity will deliver new levels of commercial and operational flexibility. Custom-engineered, crane-ready modules will be shared between mills onsite—improving asset utilisation and demonstrating the adaptability of RME Advanced Technology across diverse environments. Many of these modules are designed for installation during mill operation—accelerating setup, improving process efficiency, and minimising shutdown durations across multi-mill sites.
RME’s approach to automation is grounded in familiarity and proven performance. Rather than introducing unfamiliar systems, RME roboticises well-established, trusted technologies—making it easier for site teams to adopt and integrate. Implementation can be staged over scheduled reline events, with no additional mill downtime—allowing crews to build confidence with each phase and enabling sites to realise safety and productivity gains, reline by reline.
The system is also engineered to deliver measurable productivity gains. By eliminating manual handling and reducing task variability, RME Advanced Technology enables faster, more consistent, and more predictable liner exchange cycles. This consistency helps maintenance teams plan with greater confidence, shortens reline durations, and supports more efficient use of personnel and equipment during each maintenance shutdown.
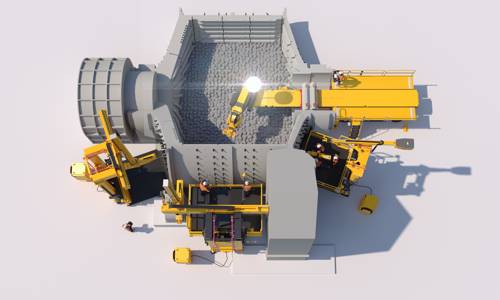
The project will showcase the latest capabilities of RME’s mature THUNDERBOLT SKYWAY technology, which automates the suspension, travel, and operation of THUNDERBOLT MAGNUM Recoilless Hammers for worn liner knock-in, and the THUNDERBOLT Torquer for liner bolt loosening and tensioning using external bolting technologies.
SKYWAY’s portable variant, with elevating platforms—THUNDERBOLT SKYPORT—will service the mill shell, while innovative new THUNDERBOLT SKYWAY modules—now also crane-portable—will support operations at the feed and discharge ends. Furthermore, these modules can be installed while mills remain operational—accelerating setup, improving process efficiency, and minimising shutdown duration.
Supporting these automated knock-in systems are two RUSSELL Mill Relining Machines (MRMs): the RUSSELL 7-R AutoMotion™ MRM, which enables safer, faster liner removal and placement with no personnel inside the mill during changeouts, including the MRM operator, and the automation-upgrade-ready RUSSELL 7-S+ MRM. Both machines will also feature RME INSIDEOUT™ Technology—grapple attachments that enable direct removal of feed, shell, and pulp lifter liners from the mill wall, eliminating the need for reline crews to work on the charge inside the mill manually sling worn liners—a previously high-risk task. A 100-tonne, multi-wheel RUSSELL Feed Chute Transporter will also be supplied—enabling fast, safe removal, transport, and replacement of mill feed chutes.
Importantly, the modular design of RME Advanced Technology allows key components to be shared between mills onsite. This helps Customers improve asset utilisation and operational flexibility—while reducing total cost of ownership through more efficient capital deployment across multi-mill operations.
More than 30 relines globally, utilising various products from the RME Advanced Technology Mill Relining System, have demonstrated the system’s broad applicability across diverse mine sites. This growing track record continues to build confidence in the technology—showing how mill relining automation can be successfully deployed across concentrator plants and varied operational constraints.
“The automation and modularity in this system reflect years of expertise developed through our work with hundreds of mills and mine sites. Every lesson learned on one job is carried into the next. This project continues our core mission: making mill relining safer. What’s changing now is how accessible and flexible that safety is becoming—through scalable, portable solutions that adapt to the realities of each site.”
From roboticisation of proven technologies, to modular asset sharing, to staged implementation, every element of the system has been designed to help Customers maximise safety and efficiency without compromising uptime. This deployment is more than a technology showcase—it’s a reflection of what’s possible through deep collaboration and a shared commitment to safer, more efficient mill relining.
It also reflects RME’s enduring mission: delivering fast, reliable, safe relines that visibly, defensibly and sustainably improve our Customers’ concentrator performance.
Explore further
To dive deeper into these insights and see the commercial outcomes mine sites are achieving—including where to begin the journey toward automated mill relining—watch RME Chief Engineer Simon Thompson’s GRX25 keynote on how automation is transforming mill relining.
Learn more
Reach out to RME to explore how RME Advanced Technology can benefit your site.
If you'd like to speak to an application expert about RME Advanced Technology, please reach out to RME.
CONTINUE TO EXPLORE RME ADVANCED TECHNOLOGY

RME ADVANCED TECHNOLOGY
Our relentless pursuit to improve safety and productivity has driven us to engineer a future where relining is performed safely from outside the mill – at faster speeds than ever before.
Read More
RUSSELL CLAW
Introducing the RUSSELL Claw™ – the new master of muck-out. It eliminates hazardous manual liner slinging, enabling worn liner removal with no crew on the charge. Lifting capacity up to 8000 kg.
Read More