



MILL RELINING BENCHMARKING SCORECARD
Benchmark your performance with RME’s free scorecard. Using industry data, it provides an indicative score for your reline duration—plus practical insights to reduce risk and improve mill availability.
25 September 2025
Welcome to Part I of our three-part series on how Discrete Event Simulation (DES) is being applied to improve mill relining. This instalment explores the challenges and opportunities in building reliable prediction models that help mine sites better understand how to improve safety and mill availability.

Efficient mill relining plays an important role in mill availability—and, by extension, mine site profitability. However, anyone involved in the relining of hard rock grinding mills knows that it can be a highly variable process. This makes it challenging for mine sites to understand and act on measures that will reduce shutdown time, cost and risk, and deliver improved mill availability. In our three-part blog, learn how Discrete Event Simulation (DES) can be used to unearth the answers.
Welcome to Part I, where we lay the foundation—exploring why and how RME developed a more reliable prediction model for mill relining, helping Customers make informed optimisation choices and CAPEX/OPEX decisions with confidence.
In mining, uptime is money. For most sites, the total operating time of SAG, AG and ball mills has a significant impact on the overall production. In fact, ore milled is one of the key performance indicators mining companies report to shareholders. And it’s easy to see why—if a large copper SAG mill produces US$100,000 per hour, just one percent (1%) of downtime can mean over US$8 million in lost annual production value.
Reducing shutdown cost and risk with mill relining
Mill relining of SAG, AG and ball mills is a critical maintenance activity that on average represents between two (2%) and five (5%) percent—and in some cases, up to 10%—of lost annual mill production according to data from RME’s Customers.
Using these metrics, even relatively small improvements that reduce reline duration by just 10 to 20 hours over a calendar year can deliver contained metal value between US$1.5m and US$3m from increased mill uptime at mill-constrained operations.
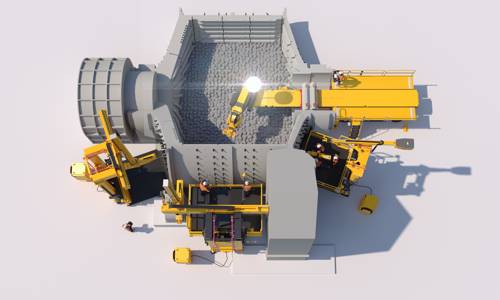
Increasing mill relining efficiency also enhances safety. As these images illustrate, mill relining involves working in hazardous environments, so reducing duration minimises the exposure of personnel to risks associated with relining tasks.
Therefore, finding ways to optimise the speed and safety of mill relining offers strong economic leverage in the pursuit of higher mill availability.

Improving predictability is easier said than done
Over the past four decades, new technologies have substantially reduced mill relining time. Yet we continue to see significant variation in reline duration across the industry—from site to site and from one event to another—highlighting the persistent need for optimisation as a key enabler of shutdown predictability.
This is largely because mill relining is influenced by many variables throughout the process—including plant design, liner design, mill relining tools and equipment, and reline crew practices and behaviours. Compounding this is the low frequency of relines, which creates a slow feedback loop for identifying and implementing improvements.
Unpredictability can also stem from processing-related variation. Changing mill operational practices (e.g. mill speed, throughput, media addition) and natural changes in ore parameters (e.g. hardness, abrasiveness) can lead to challenging reline events that encounter liner peening—a state of metal deformation that makes worn liner removal even more hazardous and time-consuming. Typically, peening is only identified after the mill has been shut down and the interior is visually inspected. For these reasons, it has historically been difficult to accurately predict the effects of changes to relining practices—with a view to achieving reliable and repeatable improvements in concentrator performance.
The limitations of conventional approaches to reline planning
On the surface, the duration of a mill reline is the sum of thousands of discrete and interdependent activities.
Hence, the common conventional approach to maintenance planning has been to estimate the expected duration of a reline using a time-per-piece, or time-per-liner calculation, based on historical data, with allowances for tasks such as isolation, de-isolation, mill inching and the like.
However, as this graph illustrates, this method carries a high risk of inaccuracy as the time per liner movement (each liner has two movements: removal and installation) is greatly variable and affected by numerous factors. These include: crew skill, size and experience; liner size and type; scope of the reline; mill operating strategy prior to the shutdown; mill and liner condition; reline equipment type, availability and service condition; and more

While useful for high-level planning, this coarse method lacks the precision needed to pinpoint where specific elements and interactions can deliver visible, defensible, and sustainable time and safety outcomes with commercial impact.
This is because conventional planning methods cannot reliably determine how reline time will be influenced by factors such as equipment additions or capacity upgrades, process changes, plant layout modifications, or other natural variations inherent in such a complex process. As a result, ‘time-per-piece’ is not a sufficiently robust or defensible method to use for decision-making—especially for major capital investments.
A novel Discrete Event Simulation-based approach
In 2009, Peter Rubie—RME’s Chief Engineer at the time—set out to solve this problem. He observed the parallels between the repetitive nature of manufacturing and the mill relining process.
However, while relining resembles manufacturing in that it consists of a series of repetitive tasks and process sequences, the reality is that relining occurs in a highly-variable and uncontrolled environment.
Consequently, creating a reliable reline event simulator model proved to be too complex for conventional computer tools like Microsoft Excel.
This led to the development of a novel Discrete Event Simulation methodology to solve the challenge of predicting and improving the process of mill relining.
This methodology is now known as MILL RELINE DIRECTOR (MRD).
Discovering how parts of the process interact and impact
RME’s approach to Discrete Event Simulation is unique in several ways.
Firstly, MRD allows each element of a mill reline to be programmed with a set of attributes. This allows the elements to behave and interact with other elements just as they do in the real world
For example, the pneumatic or hydraulic recoilless hammer can be programmed to hit a liner bolt with a specified blow energy, and strike rate, and the optimum number of crew members required to operate it safely.
Similarly, a liner bolt can be programmed with a certain resistance typically associated with a particular liner, its location in the mill (e.g., discharge end), or size, mirroring real-world mill reline conditions and operation.
Another way RME’s approach differs compared to linear maintenance planning studies, is that it relies on the flow of parts through the mill relining model. This essentially means events can trigger other events—again as they do in a real world reline.
For example, once a liner bolt’s nut and washer are removed, the reline simulation model is triggered to knock in a liner bolt. The model then calls on a hammer to dislodge that liner bolt.
And importantly, these hammer and bolt elements interact according to their specific properties, such as force, strike rate and resistance. This results in a predicted knock-in time for that specific bolt.
In this way, the reline simulation model can establish a time for each discrete reline activity without breaking rules of precedence, such as removing a liner bolt nut and washer before a bolt can be knocked in.
The foundation for asking great questions
Mill relining optimisation is paramount, as it represents the highest cost component of maintenance shutdowns. Now that we have coded these attributes, we have the basis of a methodology for asking important ‘what ifs’ —and quantifying the impact of changes to relining systems. However, we still need to address the compound effect of variability and the interconnections across the entire mill relining operation so we can simulate mill relining with sensible, real-world accuracy.
Up next in our second instalment of this blog series, we take a closer look at how we bridge the data gap between digital simulations and real-world mill relining, so that MRD can be used as a tool to guide world's best-practice mill relining.
If you have questions about MRD simulations and site-specific studies, the RME Mill Relining System and RME’s Mill Relining Optimisation Program, please reach out to our Applications Engineering team via your nearest Regional Support Centre or email rme@rmeGlobal.com.
To get a sense of where your site compares against industry norms, explore the new RME Mill Relining Benchmarking Scorecard. This intuitive, web-based tool provides an external reference point—indicating how your operation compares to similar mills in RME’s global industry database, and where there may be opportunities to improve safety and performance. To learn more about the Scorecard’s capabilities and its role, read Behind the Benchmark: Fireside Chat with RME Applications Engineering Team.
Benchmark your performance with RME’s free scorecard. Using industry data, it provides an indicative score for your reline duration—plus practical insights to reduce risk and improve mill availability.

MILL RELINE DIRECTOR (MRD) discrete event capture, analysis and 'digital twin' simulation provides clear line of sight into the complex process of mill relining.

Our relentless pursuit to improve safety and productivity has driven us to engineer a future where relining is performed safely from outside the mill – at faster speeds than ever before.